



 扫一扫
扫一扫
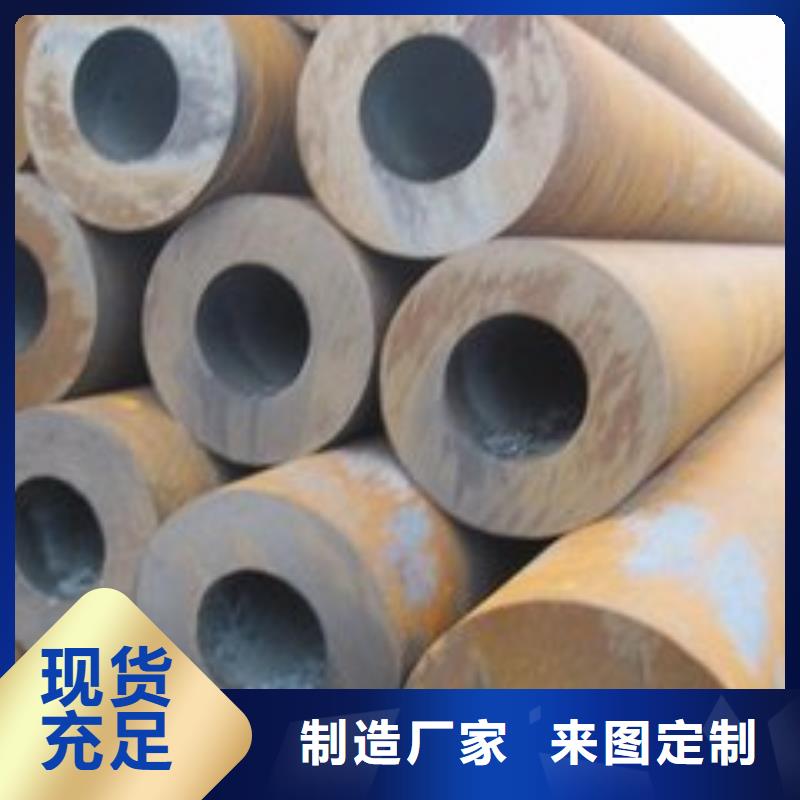
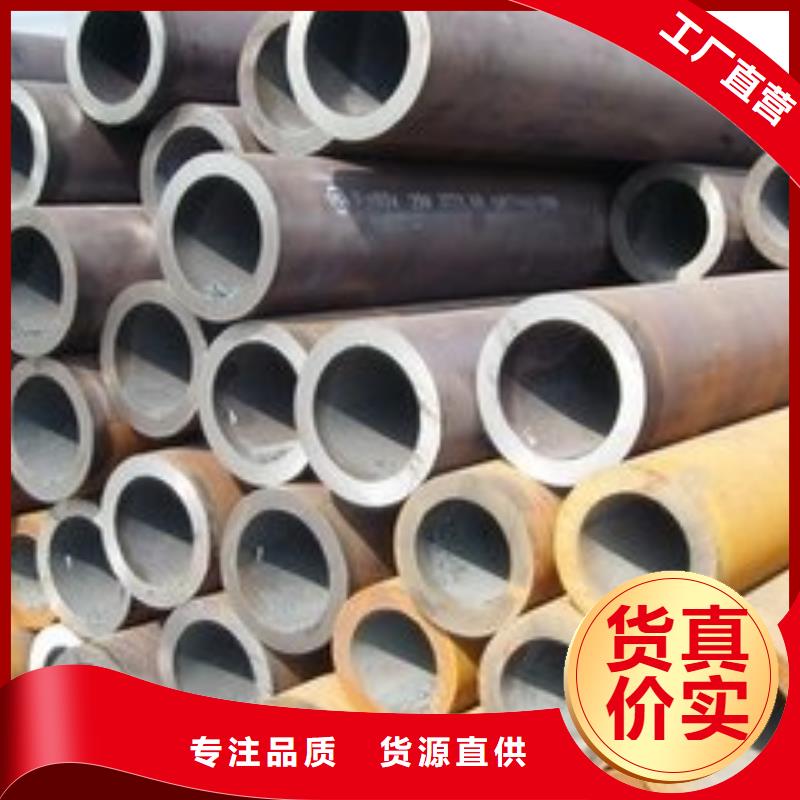
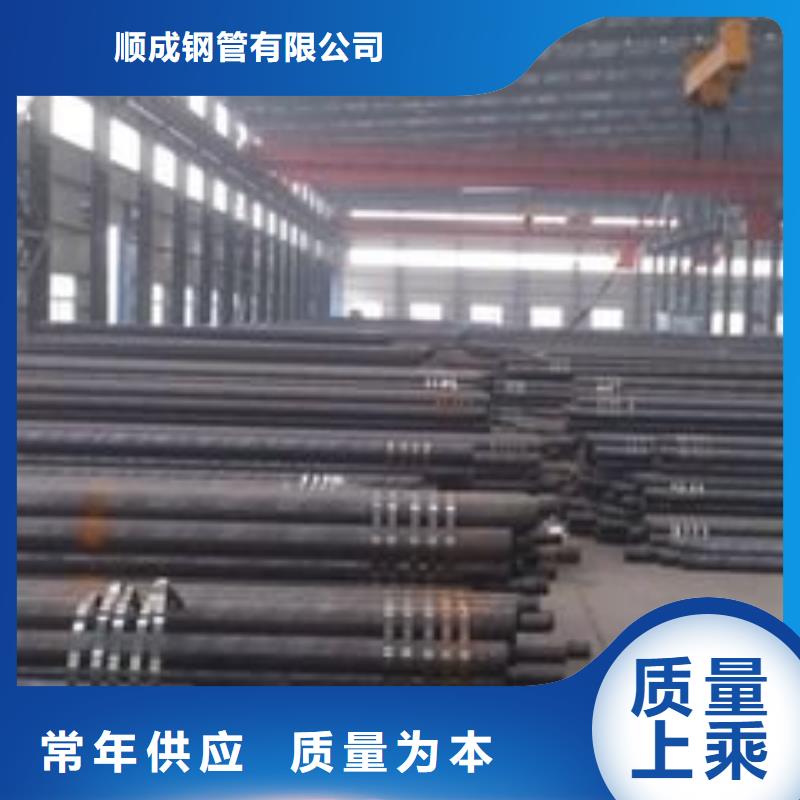
无缝钢管生产过程简介
1钢管由上游辊道进入矫直机入口辊道。
2当钢管头部被入口辊道中间位置传感元件感应到时,辊道减速。
3当钢管头部被入口辊道末端位置传感元件感应到时,入口辊道第一段下落,入口快开缸闭合延时开始计时。
4管头进入入口矫直辊中间位置时,入口快开缸闭合,钢管被咬入,同时入口第二段辊道下落。
5通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,钢管进入矫直过程。
6当管尾离开入口辊道中间位置传感元件时,入口辊道第一段上升。
7当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
8出口辊道上升,钢管被运送到出口辊道末端挡板处。
9出口辊道下降,通道侧门打开,钢管靠重力滚到L型接料勾上。
10接料勾下落,钢管滚到吹灰台架上,对钢管内表面氧化铁皮进行吹扫。
无缝钢管,无缝管现货充足量大优惠")
无缝钢管,无缝管现货充足量大优惠")
无缝钢管,无缝管现货充足量大优惠")
顺成钢管有限公司以科技资讯为先导,以超前的设计为理念,以精工制作为实力,立异创新、选料考究、设计新颖、做工精细、质优价廉,经久耐用,安全可靠等特点深受广大用户青睐。管理理念:为客户提供好 甘南锅炉管产品与服务。始终坚持以创新求发展,以质量求生存的原则,创企业品牌。
无缝钢管,无缝管现货充足量大优惠")
无缝钢管,无缝管现货充足量大优惠")
执行标准:
GB3087 ——中国国家标准
GB5310 ——中国国家标准
ASME SA210 ——美国锅炉及压力容器规范
ASME SA213 ——美国锅炉及压力容器规范
DIN17175 ——联邦德国工业标准
用途:
用于低中压锅炉(工作压力一般不大于5.88Mpa,工作温度在450℃以下)的受热面管子;用于高压锅炉(工作压力一般在9.8Mpa以上,工作温度在450℃-650℃之间)的受热面管子、省煤器、过热器、再热器、石化工业用管等。
主要生产钢管牌号:
10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、10Cr9Mo1VNb、SA210A1、SA210C、SA213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等
化学成分同大口径
无缝钢管,无缝管现货充足量大优惠")
无缝钢管,无缝管现货充足量大优惠")
无缝钢管,无缝管现货充足量大优惠")
Q345B无缝钢管裂纹原因
一组织的不均匀是管坯的原因。16Mn是以前钢的牌号,早就改为Q345B了,这没什么关系,注意选择执行管坯标准的,有一定规模的厂家生产的圆钢就行。
二成品退火温度是合适的。穿孔加热温度1180~1230℃,偏低,这是中碳合金钢的温度,取1230-1250,才合适。35min是加热时间还是炉内时间?炉内时间一般在60min以上。
三,裂纹产生的原因,经试验证明,管坯(圆钢)的原因居多,内部含有较多的裂纹、夹杂、气包等。
穿孔的温度、工艺调整也不容忽视,若穿孔温度低、调整不当,也会造成毛管内部组织的撕裂。
无缝钢管,无缝管现货充足量大优惠")
技术支持:cnwbgg.com